
Fabbrica cinese di stampi a iniezione a canale caldo personalizzati
Stampi a iniezione a canale caldo personalizzati
1. Introduzione al prodotto – Sistemi a canale caldo di precisione per la produzione di grandi volumi
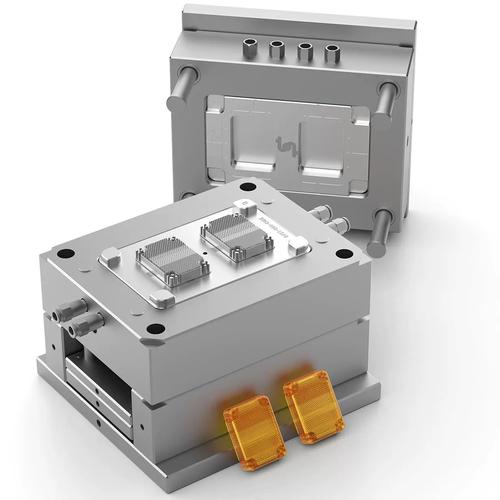
Nostro Stampi a iniezione a canale caldo personalizzati Si tratta di sistemi di stampaggio avanzati progettati per eliminare gli sprechi di materiale, ridurre i tempi di ciclo e migliorare la qualità dei pezzi. A differenza degli stampi convenzionali a canale freddo, i sistemi a canale caldo mantengono la plastica fusa all'interno del collettore e degli ugelli a temperature precisamente controllate, iniettando il materiale fuso direttamente nelle cavità attraverso punti di iniezione riscaldati.
Per i produttori di involucri per batterie in plastica, componenti automobilistici, dispositivi medici ed elettronica di consumo, i nostri stampi a canale caldo personalizzati offrono:
Zero sprechi di corridori – Risparmio di materiale del 15-30%
Cicli più rapidi – Aumento della produzione del 20-40%
Qualità dei componenti superiore – Assenza di linee di saldatura, avvallamenti o segni di stress.
Pronto per l'automazione – Funzionamento completamente automatico senza rottura del canale di colata
Ogni stampo è progettato specificamente per la geometria del pezzo, il materiale scelto (ABS, PC, nylon, gradi UL94 V-0, plastiche rinforzate con fibra di vetro) e i requisiti di volume di produzione.

2. Vantaggi principali: perché scegliere uno stampo a canale caldo?
| Beneficio | Descrizione |
|---|---|
| Risparmio di materiale | Niente sprue o canali di colata da scartare: risparmia il 15-30% sulle materie plastiche tecniche. |
| Tempi di ciclo più brevi | Elimina i tempi di raffreddamento e rimozione del canale di colata, garantendo una produzione più rapida del 20-40%. |
| Migliore qualità dei componenti | Il controllo preciso del punto di iniezione riduce le linee di saldatura, i ritiri e le tensioni interne. |
| Automazione completa | Gli stampi funzionano in modo continuo senza intervento dell'operatore per la rimozione del canale di colata. |
| Posizionamento flessibile del cancello | È possibile posizionare più gocce calde in qualsiasi punto del pezzo |
| Riempimento costante della cavità | Un flusso di fusione bilanciato garantisce la produzione di pezzi identici da stampi multicavità. |
Per gli alloggiamenti delle batterie che richiedono materiali ignifughi UL94 V-0 (che sono costosi), il solo risparmio sui materiali spesso ripaga il costo degli stampi a canale caldo entro il primo anno di produzione.
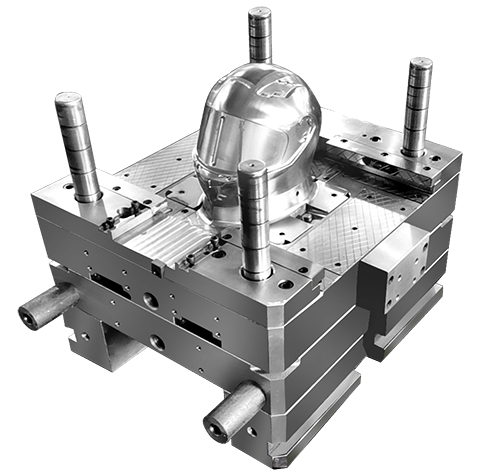
3. Componenti del sistema a canale caldo: cosa c'è all'interno dello stampo?

Un sistema completo a canale caldo è costituito da diversi componenti progettati con precisione che lavorano insieme:
3.1 Collettore (Piastra di distribuzione)
Realizzato in acciaio ad alta resistenza (P20, H13 o acciaio inossidabile)
Canali di flusso interni progettati per una distribuzione equilibrata del materiale fuso.
Riscaldamento tramite resistenze a cartuccia o barre termiche
Zone di temperatura controllate in modo indipendente
3.2 Ugelli
Disponibili in varie lunghezze, diametri e tipologie di punta
Ugello aperto – Semplice, economico, adatto alla maggior parte dei materiali
Ugello a saracinesca della valvola – Il perno meccanico chiude il cancello, eliminando qualsiasi residuo di cancello, ideale per superfici estetiche
3.3 Riscaldatori e termocoppie
Riscaldatori a banda o a cartuccia ad alta densità di potenza
Termocoppie di tipo J o di tipo K per un feedback preciso della temperatura (accuratezza di ±1 °C)
3.4 Regolatore di temperatura
Controllo PID multizona (da zona singola a oltre 48 zone)
Protezione contro il surriscaldamento e funzioni diagnostiche
Interfaccia con la macchina per stampaggio o funzionamento autonomo
3.5 Piastra collettore e sistema di serraggio
Sostiene il collettore e si sigilla contro la piastra dello stampo.
Previene le perdite di materiale fuso grazie a guarnizioni ad alta pressione (fino a 30.000 psi).
4. Tipologie di ugelli: scegliere la soluzione giusta per il vostro componente
| Caratteristica | Ugello aperto | Ugello a saracinesca della valvola |
|---|---|---|
| vestigia del cancello | Piccola sporgenza (0,5–1 mm) | Quasi piatto (0–0,1 mm) |
| Ideale per | Superfici nascoste, parti non estetiche | Superfici visibili, alloggiamenti delle batterie, componenti medicali |
| Gamma di materiali | Termoplastici standard | Tutti i materiali, compresi quelli rinforzati con fibra di vetro e ignifughi. |
| Tempo di ciclo | Molto veloce | Leggermente più lungo a causa dell'azionamento del perno |
| Costo | Inferiore | Più alto (a causa di cilindri e perni) |
| Manutenzione | Più semplice | Richiede la sostituzione periodica del perno e della guarnizione |
Il nostro consiglio: Per gli alloggiamenti delle batterie in plastica a vista o per i componenti estetici, scegliete sempre ugelli a saracinesca per ottenere un aspetto pulito e professionale senza necessità di rifinitura post-stampaggio.
5. Capacità di progettazione personalizzata – Su misura per il vostro componente e materiale
Ogni sistema a canale caldo che realizziamo è progettato su misura per la vostra specifica applicazione. Il nostro processo di progettazione comprende:
5.1 Analisi della posizione del cancello
Simulazione del flusso di stampaggio per determinare le posizioni ottimali dei punti di iniezione.
Evitare le linee di saldatura in prossimità di elementi critici (nervature, sporgenze, incastri a scatto).
Sequenziamento della fasatura delle valvole per componenti di grandi dimensioni o complessi
5.2 Flusso di fusione bilanciato
Canali collettori progettati utilizzando la fluidodinamica computazionale (CFD)
Caduta di pressione uguale in ciascuna cavità negli stampi multicavità
Calcoli del riscaldamento da taglio per materiali termosensibili (PC, Nylon)
5.3 Gestione dell'espansione termica
Analisi agli elementi finiti (FEA) del collettore e della base dello stampo
Spazi di espansione calcolati per evitare il bloccaggio alla temperatura di esercizio
Precarico adeguato su guarnizioni e perni di allineamento
5.4 Caratteristiche specifiche del materiale
| Materiale | Considerazioni speciali |
|---|---|
| Riempito di vetro (GF) | Punte degli ugelli resistenti all'abrasione, collettore in acciaio temprato |
| Plastica ignifuga UL94 V-0 | Componenti resistenti alla corrosione, controllo preciso della temperatura per prevenire il degrado |
| PC / PC-ABS | Canali di flusso ampi, iniezione lenta, valvole a saracinesca preferite |
| Nylon (PA6/PA66) | Il sistema a canale caldo deve essere spento durante i periodi di inattività per evitare il degrado. |
| TPE / TPV (materiali morbidi) | Grandi paratoie, ugelli aperti in genere sufficienti |
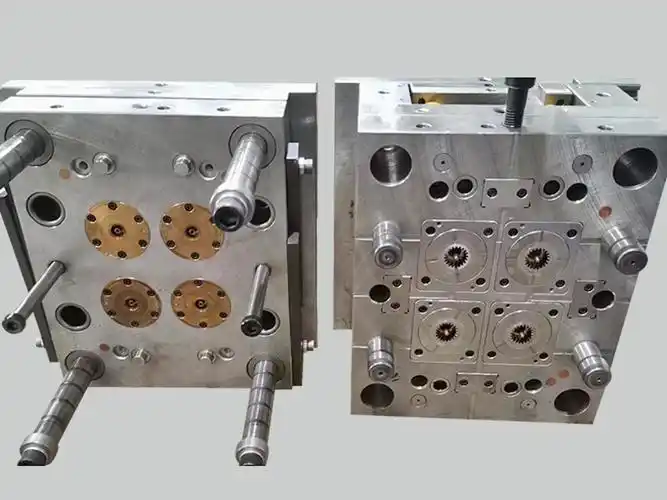
6. Configurazioni di stampi multicavità e familiari

Per massimizzare la produttività nella produzione di grandi volumi di alloggiamenti per batterie, progettiamo stampi a canale caldo con:
| Conteggio delle carie | Applicazione tipica | Produzione per ciclo (ciclo di 1 minuto) |
|---|---|---|
| 2 carie | Parti di grandi dimensioni, validazione iniziale | 120 pezzi/ora |
| 4 carie | Vassoi per batterie di medie dimensioni, alloggiamenti per utensili elettrici | 240 pezzi/ora |
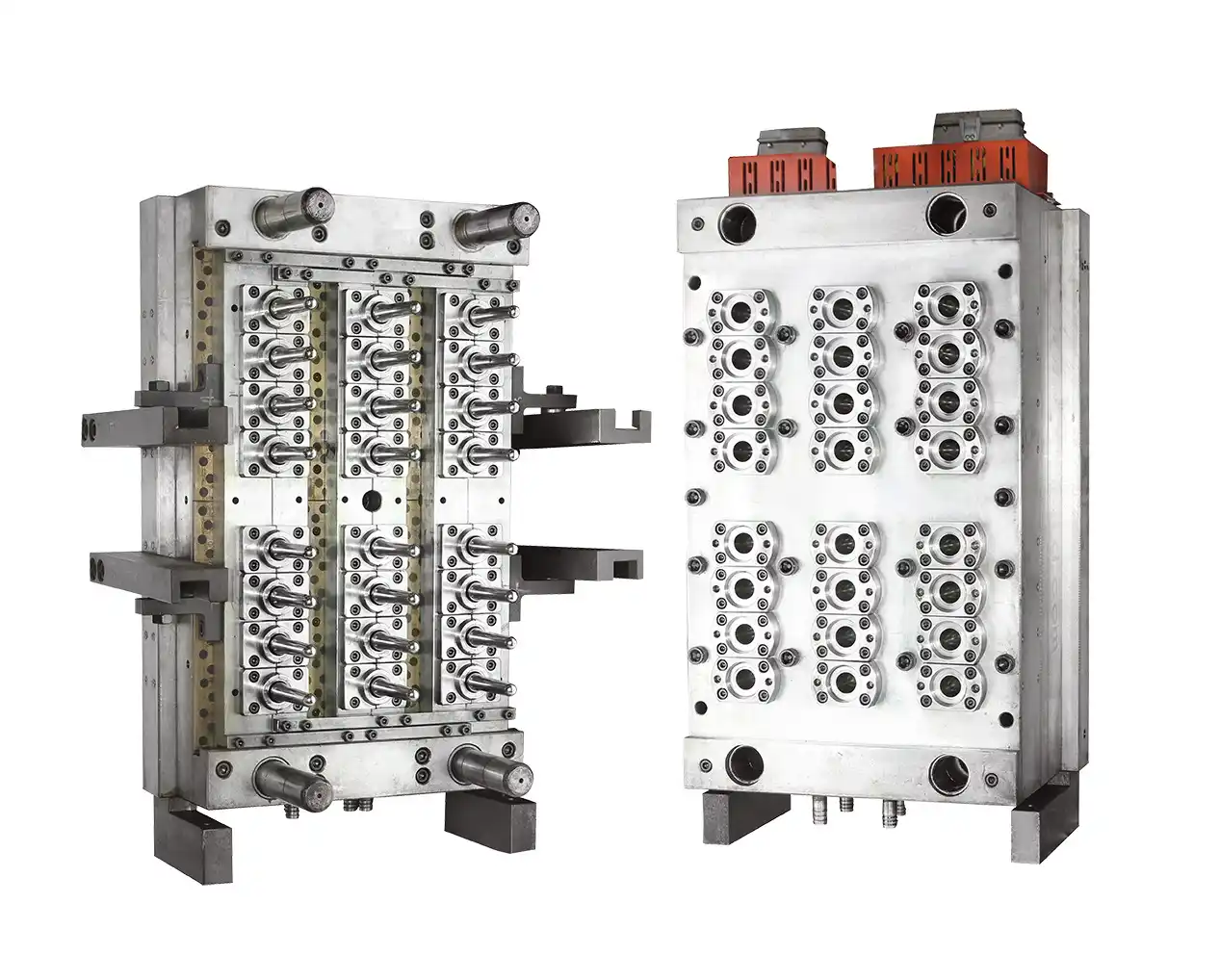
| 8 cavità | Alloggiamenti di piccole e medie dimensioni, ad alto volume | 480 pezzi/ora |
| 16 carie | Componenti ultracompatti (portabatterie 18650) | 960 pezzi/ora |
| 32+ carie | Componenti in miniatura (connettori, distanziatori) | Oltre 1.920 pezzi/ora |
Modelli familiari – Diversi codici articolo nello stesso stampo (ad esempio, coperchio superiore + alloggiamento inferiore + fermo). I sistemi a canale caldo consentono il controllo indipendente del punto di iniezione per ogni tipo di pezzo.
7. Controllo della temperatura: il cuore di un sistema a canale caldo
Il controllo preciso della temperatura è fondamentale per le prestazioni dei sistemi a canale caldo. I nostri sistemi offrono le seguenti caratteristiche:
7.1 Controllo di zona indipendente
Ogni ugello e zona del collettore è dotato di riscaldatore e termocoppia dedicati.
Sistema tipico: da 4 a 48 zone
Precisione: ±1°C rispetto al valore impostato
7.2 Algoritmi PID avanzati
Regolazione automatica per ogni zona
Controllo adattivo per diversi materiali e tempi di ciclo
Funzione di avvio graduale per prevenire danni al riscaldatore
7.3 Caratteristiche di sicurezza
Spegnimento per sovratemperatura (limite impostabile dall'utente)
Rilevamento rottura riscaldatore
Protezione contro l'inversione di polarità delle termocoppie
Monitoraggio della corrente di dispersione
7.4 Opzioni del controller
| Tipo di controller | Ideale per | Caratteristiche |
|---|---|---|
| Base (1-8 zone) | Stampi piccoli, a cavità singola | Regolazione manuale, interfaccia semplice |
| Gamma media (8-24 zone) | Stampi di produzione, da 4 a 8 cavità | Auto-tuning, registrazione dati, accesso remoto |
| Fascia alta (24-48+ zone) | Stampi multicavità di grandi dimensioni, sistemi complessi | Touchscreen, Ethernet/IP, integrazione con macchine per stampaggio |
8. Produzione e qualità: realizzare stampi che durino nel tempo.
I nostri stampi a canale caldo vengono prodotti internamente utilizzando macchinari CNC di precisione e un rigoroso controllo di qualità.
8.1 Processo di produzione
| Fare un passo | Descrizione |
|---|---|
| 1. Progettazione e simulazione | Modellazione 3D, flusso di stampaggio, analisi agli elementi finiti termica |
| 2. Selezione dei materiali | Acciaio per utensili (P20, H13, 420SS) o alluminio per la prototipazione |
| 3. Lavorazione CNC | Fresatura a 5 assi, elettroerosione a filo per canali di flusso |
| 4. Trattamento termico | Indurimento, rinvenimento, nitrurazione (per la resistenza all'usura) |
| 5. Levigatura e lucidatura | Finitura superficiale RA 0,4 μm o migliore |
| 6. Assemblaggio | Installazione di riscaldatore, termocoppia e ugello |
| 7. Test di tenuta | Collettore di prova di pressione a 1,5 volte la pressione di esercizio |
| 8. Test termici | Eseguire alla temperatura di esercizio, verificare tutte le zone |
8.2 Lista di controllo per il controllo qualità
✅ Ispezione dimensionale del collettore e degli ugelli (CMM, ±0,01 mm)
✅ Test di sicurezza elettrica (resistenza di isolamento >10MΩ a 500V)
✅ Verifica della precisione della termocoppia (±1°C)
✅ Concentricità del punto di ingresso (entro 0,05 mm)
✅ Planarità della punta dell'ugello (entro 0,02 mm)
✅ Planarità del collettore (entro 0,02 mm su 300 mm)
9. Compatibilità dei materiali: cosa puoi usare con i nostri Hot Runners?
I nostri sistemi a canale caldo sono compatibili con l'intera gamma di termoplastiche:
| Famiglia di materiali | Esempi | Idoneità per canali caldi |
|---|---|---|
| Standard | ABS, PS, PP, PE | Eccellente – valvola aperta o chiusa |
| Ingegneria | PC, PC/ABS, PA6, PA66, POM | Ottimo – valvola a saracinesca consigliata |
| ignifugo | Gradi UL94 V-0, V-1, V-2 | Bene: utilizzare acciaio resistente alla corrosione per gli additivi FR |
| Riempito di vetro | Nylon+GF, PC+GF, PBT+GF | Buono: punte e guarnizioni temprate necessarie |
| Alta temperatura | PEEK, PPS, PEI (Ultem) | Sì, ugelli per alte temperature (fino a 450 °C). |
| Elastomeri | TPE, TPV, TPU | Sì, in genere si utilizzano grandi cancelli e ugelli aperti. |
| Bio-resine | PLA, FA | Sì, impostazioni di temperatura più basse |
NON consigliamo i corridori caldi per: PVC (si degrada con il calore prolungato), termoindurenti (polimerizzano in un collettore) o materiali estremamente caricati (>50% di riempitivo).
10. Integrazione con la vostra macchina per stampaggio
I nostri sistemi a canale caldo sono progettati per adattarsi alle macchine per stampaggio standard di tutti i principali produttori:
Forza di serraggio: Da 50 a oltre 2000 tonnellate
Dimensioni del piano di appoggio: Dimensioni personalizzate del cerchio dei bulloni e dell'anello di centraggio
Collegamento elettrico: Connettore multipolare singolo (HARTING, Amphenol o specificato dal cliente)
Azionamento della valvola a saracinesca: Pneumatico (standard) o idraulico (per applicazioni ad alta pressione)
Interfaccia macchina: SPI, Euromap o protocollo personalizzato
Assistenza per l'installazione: Forniamo disegni di installazione dettagliati, schemi elettrici e assistenza per la messa in servizio in loco o da remoto.
11. Manutenzione e assistenza – Mantenere lo stampo in funzione
Una corretta manutenzione prolunga la durata dei canali caldi fino a oltre 500.000 cicli. Noi offriamo:
11.1 Programma di manutenzione consigliato
| Intervallo | Compiti |
|---|---|
| Quotidiano | Verificare la presenza di perdite nel collettore e negli ugelli, accertarsi che tutte le zone raggiungano la temperatura |
| Settimanale | Pulire le punte dei cancelli, ispezionare i connettori elettrici |
| Mensile | Misurare la resistenza del riscaldatore e verificare la continuità della termocoppia. |
| Ogni 100.000 cicli | Sostituire le punte e le guarnizioni degli ugelli, ispezionare il collettore per verificare l'usura. |
| Ogni 500.000 cicli | Smontaggio completo, sostituzione del riscaldatore, rettifica del collettore |
11.2 Kit di ricambi
Forniamo kit di ricambi personalizzati contenenti:
Punte e guarnizioni di ricambio per ugelli (50-100 pezzi)
Riscaldatori e termocoppie di ricambio (2 per zona)
Guarnizioni e O-ring di tenuta
Perni e cilindri per valvole a saracinesca (per sistemi a valvole a saracinesca)
12. Applicazioni – Settori in cui operiamo
I nostri stampi a canale caldo personalizzati trovano impiego in molteplici settori industriali:
| Industria | Parti tipiche | Vantaggio del corridore caldo |
|---|---|---|
| Batterie e sistemi di accumulo di energia | Alloggiamenti per batterie, portacelle, isolatori per terminali | Risparmio di materiale (plastiche UL94 V-0 costose), aspetto pulito del cancello |
| Automobilistico | Rivestimenti interni, componenti sotto il cofano, lenti dei fari | Multicavità per elevati volumi, eliminazione delle linee di saldatura |
| Medico | Siringhe, cassette diagnostiche, alloggiamenti per dispositivi | Stampaggio pulito (senza polvere di sprue), valvola di iniezione per scopi estetici |
| Elettronica di consumo | Custodie per telefoni, cornici per laptop, dispositivi per la casa intelligente | Stampi di famiglia, più punti di iniezione per pezzi di grandi dimensioni |
| Confezione | Tappi, chiusure, contenitori a parete sottile | Cicli rapidi, stampi a 32+ cavità |
| Industriale | Ingranaggi, connettori, alloggiamenti per utensili | Capacità di utilizzo di materiali rinforzati con fibra di vetro |
13. Flusso di lavoro del progetto: dalla richiesta alla produzione
Diagramma di processo in 6 fasi: Richiesta → Progettazione → Produzione → Assemblaggio → Collaudo → Consegna]
Fase 1: Analisi dei requisiti (2-3 giorni)
Tu devi fornire: disegno del pezzo/modello 3D, materiale, volume, specifiche della macchina per lo stampaggio.
Offriamo: preventivo preliminare, proposta di ubicazione del cancello, raccomandazione sul numero di cavità
Fase 2: Progettazione dettagliata (1-3 settimane)
Modello 3D dell'intero gruppo del canale caldo
Simulazione del flusso dello stampo e analisi termica agli elementi finiti (FEA)
Disegni di produzione dettagliati
Fase 3: Produzione (4-8 settimane)
Lavorazione del collettore, trattamento termico, rettifica
Montaggio dell'ugello e installazione del riscaldatore
Controllo qualità in ogni fase
Fase 4: Assemblaggio e collaudo (1 settimana)
Sistema a canale caldo completo assemblato nella base dello stampo
Test termico (tutte le zone raggiungono la temperatura, nessuna perdita)
Test di sicurezza elettrica
Fase 5: Stampaggio del campione (facoltativo, 1-3 giorni)
Eseguiamo la stampatura dei campioni sulle nostre macchine per lo stampaggio a iniezione interne.
Fornire campioni di parti e parametri di processo
Fase 6: Consegna e collaudo (spedizione in 1 settimana)
Imballato in cassa per un trasporto sicuro.
Assistenza per l'installazione in loco o da remoto disponibile
Tempi di consegna tipici totali: Da 6 a 12 settimane a seconda della complessità
14. Specifiche tecniche – Riferimento completo
| Parametro | Gamma / Opzioni |
|---|---|
| Materiale multiforme | P20, H13, acciaio inossidabile 420 o alluminio (prototipo) |
| Tipo di ugello | Aprire l'ugello o la valvola a saracinesca (pneumatica o idraulica) |
| Conteggio delle carie | Da 1 a 32+ (personalizzato) |
| Diametro del cancello | 0,8 mm – 4,0 mm |
| Temperatura massima di fusione | 450 °C (per PEEK, PPS) |
| Pressione massima del collettore | 30.000 psi (2.070 bar) |
| Precisione del controllo della temperatura | ±1°C |
| zone di controllo | Da 1 a 48+ (personalizzato) |
| Comunicazione del controller | SPI, Euromap, Ethernet/IP, Profibus |
| Tipo di riscaldatore | Cartuccia (collettore) o fascia (ugello) |
| Tipo di termocoppia | Tipo J o tipo K |
| Collegamenti elettrici | Connettore multipolare singolo (specificato dal cliente) |
| Compatibilità con gli stampi | Dimensioni standard del piano di appoggio, anello di posizionamento personalizzato |
| Garanzia | 12 mesi di garanzia su ricambi e manodopera |
15. Perché scegliere noi come partner per il tuo hot runner?
Con oltre 15 anni di esperienza nella progettazione e produzione di sistemi a canale caldo, offriamo:
Ingegneria interna – Nessun ricorso a fornitori esterni. Progettiamo, simuliamo e produciamo internamente.
Analisi del flusso di stampo libero – Verifichiamo la posizione del cancello e il saldo prima della vostra approvazione del progetto.
Tempi di consegna brevi – 6–8 settimane per i sistemi standard, 10–12 settimane per i sistemi multicavità complessi.
Prezzi competitivi – Dal 15% al 25% in meno rispetto ai principali marchi di sistemi a canale caldo di pari qualità.
Supporto globale – Assistenza tecnica in inglese e mandarino, con possibilità di messa in servizio in loco.
Competenza in interventi di ristrutturazione – Siamo in grado di sostituire i sistemi a canale caldo difettosi negli stampi esistenti di qualsiasi produttore (Husky, Mold-Masters, Synventive, INCOE, Yudo, ecc.).
Cosa dicono i nostri clienti:
*“Siamo passati al loro sistema a canale caldo per lo stampo del nostro alloggiamento per batterie UL94 V-0. Lo spreco di materiale è sceso dal 22% a meno del 3% e il tempo di ciclo è migliorato del 35%. Lo stampo ha funzionato per 400.000 cicli senza alcun problema al canale caldo.”* – Responsabile di produzione, azienda di stoccaggio energetico
16. Richiedi un preventivo: inizia oggi stesso il tuo progetto personalizzato con canale caldo.
Pronti a ridurre gli sprechi, aumentare la produzione e migliorare la qualità dei pezzi con uno stampo a canale caldo personalizzato?
Ecco cosa ci serve per iniziare:
Modello 3D della parte (STEP, IGES o STP)
Tipo e grado del materiale (ad esempio, PC/ABS UL94 V-0)
Volume annuo stimato (ad esempio, 500.000 pezzi/anno)
Specifiche della pressa a iniezione (tonnellaggio, dimensioni del piano di lavoro, configurazione degli eiettori)
Eventuali requisiti speciali (limite di vestigia del cancello, cavità multiple, muffa familiare, ecc.)
Quali sono esattamente i vostri servizi OEM?
Il nostro servizio OEM (Original Equipment Manufacturing) ti permette di dare vita alle tue idee uniche per l'attrezzatura da esterno. Gestiamo l'intero processo di sviluppo e produzione del prodotto in base alle tue specifiche, ai tuoi progetti e ai requisiti del tuo marchio. Dall'ideazione iniziale e dall'approvvigionamento dei materiali alla prototipazione, alla produzione e al controllo qualità, diventiamo il tuo partner di produzione dedicato. Il logo e l'identità del tuo marchio saranno applicati ai prodotti finali.Qual è il tuo MOQ (quantità minima d'ordine)?
Sappiamo che i brand hanno bisogno di flessibilità, soprattutto quando lanciano nuovi prodotti. Per questo motivo, offriamo quantitativi minimi d'ordine flessibili, che variano a seconda della complessità del prodotto, dei materiali richiesti e del livello di personalizzazione. Vi invitiamo a discutere il vostro progetto con noi e faremo del nostro meglio per proporre un quantitativo minimo d'ordine fattibile.Puoi aiutarci a sviluppare un prodotto partendo da una semplice idea o da uno schizzo?
Assolutamente sì! Siamo specializzati nel trasformare idee in prodotti di alta qualità, pronti per il mercato. Il nostro team di sviluppo prodotto lavorerà a stretto contatto con voi per perfezionare la vostra idea, selezionare i materiali più adatti, creare disegni tecnici e sviluppare prototipi fino a realizzare alla perfezione la vostra visione.Quali sono le fasi tipiche del processo OEM nella vostra azienda?
1. Richiesta e consulenza iniziale: condividi il tuo concetto, il mercato di riferimento e le tue esigenze. 2. Preventivo e contratto: forniamo un preventivo dettagliato e, una volta approvato, firmiamo un contratto di servizio. 3. Ricerca e sviluppo (R&S): il nostro team lavora su progetti tecnici, selezione dei materiali e sviluppo dei campioni. 4. Prototipazione: creiamo un prototipo fisico per la tua valutazione e il tuo feedback. 5. Stampi: dopo la conferma del progetto, creeremo lo stampo prima della produzione. 5. Approvazione del campione: si approva il campione finale, confermandone la qualità, il design e la funzionalità. 6. Produzione di massa: una volta confermato l'ordine di produzione, iniziamo a realizzare i vostri prodotti. 7. Rigoroso controllo di qualità (QC): effettuiamo ispezioni durante tutta la produzione e un'ispezione casuale finale prima della spedizione. 8. Spedizione e consegna: imballiamo e organizziamo la spedizione in modo sicuro alla destinazione da te designata.Quanto tempo richiede l'intero processo, dall'ideazione alla consegna?
I tempi di consegna variano notevolmente in base alla complessità del prodotto e alla quantità ordinata. Una stima generale è: Sviluppo e campionamento: 4-8 settimane. Produzione di massa: 4-6 settimane dopo l'approvazione del campione. Si prega di notare che questa è una stima e che una tempistica precisa verrà fornita insieme al preventivo del progetto.Chi possiede la proprietà intellettuale (PI) e gli stampi/utensili per i prodotti personalizzati?
Mantieni il 100% della proprietà intellettuale del tuo marchio, dei tuoi design e dei tuoi prodotti. Per qualsiasi stampo o attrezzatura personalizzata creata appositamente per il tuo progetto, la proprietà può esserti trasferita previo accordo. Rispettiamo rigorosamente la riservatezza e non utilizzeremo mai i tuoi design per altri clienti.Come si determina il prezzo per un ordine OEM?
Il prezzo unitario è determinato da diversi fattori, tra cui: Complessità e progettazione del prodotto Costo delle materie prime Processi di lavoro e produzione coinvolti Quantità dell'ordine Requisiti di imballaggio Ci impegniamo a offrire prezzi competitivi senza compromettere la qualità.Qual è il vostro processo di controllo qualità?
La qualità è la nostra massima priorità. Il nostro processo di controllo qualità include: Controllo di qualità in entrata (IQC): ispezione di tutte le materie prime. Controllo di qualità in corso di lavorazione (IPQC): controlli effettuati durante le fasi chiave della produzione. Ispezione pre-spedizione (PSI): un'ispezione finale a campione dei prodotti finiti, effettuata in base al campione approvato e ai nostri standard qualitativi. Possiamo fornire report di controllo qualità dettagliati.Possiamo ispezionare i prodotti prima che vengano spediti?
Sì. Consigliamo vivamente un'ispezione pre-spedizione. Potete inviare un vostro ispettore QC oppure incaricare una società di ispezione terza di eseguire il controllo presso il nostro stabilimento. Possiamo anche fornirvi foto e video della produzione e dei prodotti finali.Come gestite le spedizioni?
Abbiamo una vasta esperienza nella spedizione di attrezzature per l'outdoor in tutto il mondo. Possiamo gestire la logistica per voi e organizzare spedizioni via mare (per grandi volumi) o via aerea (per ordini più piccoli e urgenti). Collaboriamo con spedizionieri affidabili per garantire un processo fluido. Le spese di spedizione saranno incluse nel preventivo finale.
Prodotti correlati