









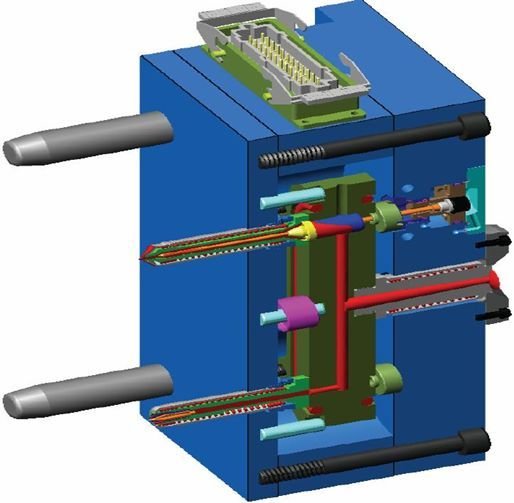
1. Struttura fondamentale degli stampi a iniezione
Uno stampo a iniezione è tipicamente composto da due metà principali: la metà fissa (lato cavità) e la metà mobile (lato anima). Queste metà si uniscono sotto pressione per formare la cavità in cui viene iniettata la plastica fusa.
1.1 Componenti della base dello stampo
La base dello stampo funge da fondamento strutturale e ospita tutti gli altri componenti:
| Componente | Funzione | Materiale |
|---|---|---|
| Piastra di serraggio | Collega lo stampo alla macchina per stampaggio a iniezione | Acciaio P20, 4140 |
| Piastra della cavità | Contiene l'impronta/le impronte che formano l'esterno della parte | Acciaio per utensili H13, S7 |
| Piastra centrale | Contiene il/i nucleo/i che formano le caratteristiche interne della parte | Acciaio per utensili H13, S7 |
| Piastra di supporto | Previene la flessione della piastra centrale sotto pressione di iniezione | Acciaio 4140 |
| Alloggiamento dell'eiettore | Fornisce spazio per i componenti del sistema di espulsione | Acciaio 4140 |
| Perni guida/Boccole | Assicura un allineamento preciso delle metà dello stampo | Carburo, acciaio per utensili |

1.2 Cavità e nucleo dello stampo
La cavità e il nucleo sono i componenti più critici, che determinano la forma effettiva della parte in plastica:
Cavità: Forma le superfici esterne della parte
Nucleo: Forma le caratteristiche interne e spesso include sottosquadri
Linea di separazione: Il piano in cui la cavità e il nucleo si incontrano
2. Sistemi di muffa essenziali
2.1 Sistema di iniezione
Il sistema di iniezione guida la plastica fusa dall'ugello della macchina alle cavità dello stampo:
Sprue: Il canale primario dall'ugello della macchina
Corridori: Canali che distribuiscono la plastica in più cavità
Cancelli: Punti di ingresso controllati nella cavità
Cold Slug Well: Cattura la plastica inizialmente raffreddata dall'ugello
| Tipo di cancello | Descrizione | Applicazioni tipiche | Vantaggi |
|---|---|---|---|
| Edge Gate | Situato sul bordo parziale | Più comune per parti semplici | Facile da rimuovere, versatile |
| Tab Gate | Piccola estensione della linguetta | Parti tecniche che richiedono un riempimento preciso | Riduce lo stress, rimozione pulita |
| Porta a punta di spillo | Punta di diametro molto piccolo | Stampi multicavità, piccole parti | Separazione automatica, segni minimi |
| Porta del canale caldo | Sistema riscaldato, nessuno spreco di materiale | Produzione ad alto volume | Nessuno spreco, cicli più rapidi |
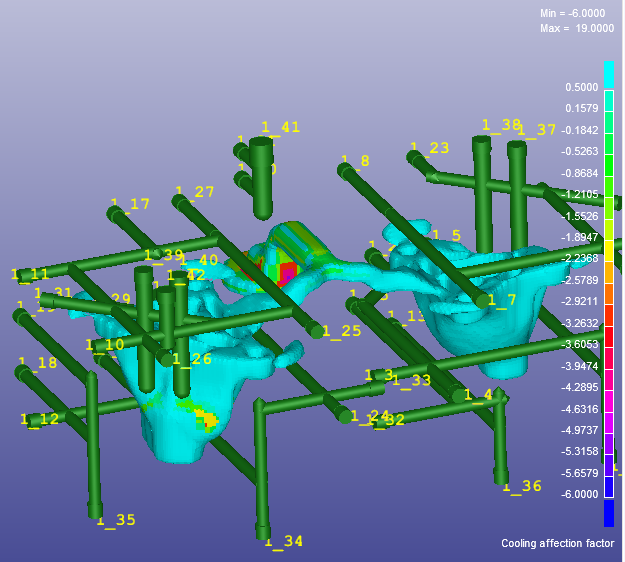
2.2 Sistema di raffreddamento
Un raffreddamento efficace è fondamentale per il tempo di ciclo e la qualità dei pezzi:
Canali di raffreddamento: Far circolare acqua o olio per rimuovere il calore
Deflettori e sistemi di gorgogliamento: Migliora il raffreddamento nei nuclei profondi
Pin termici: Trasferire il calore dalle aree difficili da raffreddare
2.3 Sistema di espulsione
Il sistema di espulsione rimuove le parti solidificate dallo stampo:
Perni di espulsione: Metodo più comune: spingere le parti dal nucleo
Espulsori a manicotto: Utilizzato attorno a caratteristiche cilindriche
Piastra di spogliatura: Solleva le parti dal nucleo (per parti con pareti sottili)
Espulsione dell'aria: Utilizza aria compressa per facilitare la rimozione delle parti
2.4 Sistema di ventilazione
Una corretta ventilazione previene i difetti consentendo all'aria di fuoriuscire:
Canali poco profondi: Tipicamente 0,01-0,03 mm di profondità sulla linea di separazione
Pini del vento: Perni di espulsione con superfici piane rettificate per il passaggio dell'aria
Inserti in metallo poroso: Lasciare fuoriuscire l'aria bloccando la plastica
3. Sistemi di stampi specializzati
3.1 Sistemi ad azione laterale
Per parti con sottosquadri che non possono essere formati mediante la semplice apertura dello stampo:
Diapositive: Spostarsi perpendicolarmente alla direzione di apertura dello stampo
Sollevatori angolati: Convertire il movimento verticale in movimento orizzontale
Cilindri idraulici/pneumatici: Movimenti complessi di potenza
3.2 Sistemi a canale caldo
Sistemi avanzati che mantengono la plastica fusa nei canali di colata
| Tipo di sistema | Descrizione | Applicazioni |
|---|---|---|
| Corridore isolato | Corridori spessi con pelle isolante | Volume da basso a medio |
| Collettore caldo | Collettore riscaldato con ugelli | Volume medio-alto |
| Valvola a saracinesca | Ugelli di chiusura a controllo positivo | Parti di precisione, multimateriale |
3.3 Sistemi di trazione del nucleo
Per creare sottosquadri interni o geometrie complesse:
Nuclei pieghevoli: Per parti filettate
Nuclei rotanti: Azionato da ingranaggi o catene
Core espandibili: Per sottosquadri interni
4. Tecnologie avanzate per stampi
4.1 Stampaggio multimateriale
Sovrastampaggio: Iniezione sequenziale di materiali diversi
Co-iniezione: Iniezione simultanea attraverso porte separate
Stampi a pila: Linee di separazione multiple per una maggiore produttività
4.2 Sistemi di stampi intelligenti
Gli stampi moderni incorporano sensori e monitoraggio:
Sensori di pressione: Monitorare la pressione della cavità per il controllo di qualità
Sensori di temperatura: Garantire una gestione termica coerente
Sensori di espulsione: Verifica la rimozione completa della parte
4.3 Sistemi di cambio rapido
Per un rapido cambio stampo in produzione:
Montaggio standardizzato: Sistemi di serraggio rapido
Componenti modulari: Inserti intercambiabili
Connessioni precablate: Riscaldamento e rilevamento integrati
5. Considerazioni sulla progettazione dello stampo
5.1 Selezione del materiale
Fattori che influenzano la scelta del materiale dello stampo:
Volume di produzione: Volumi più elevati richiedono acciai più duri e durevoli
Materiale della parte: Le plastiche abrasive o corrosive richiedono acciai speciali
Complessità delle parti: Le caratteristiche dettagliate potrebbero richiedere una lucidabilità superiore
5.2 Manutenzione e durata
Aspetti chiave della progettazione per la longevità dello stampo:
Resistenza all'usura: Le aree critiche dovrebbero utilizzare acciai temprati o rivestimenti
Accessibilità: Facile accesso per la pulizia e la manutenzione
Standardizzazione: Utilizzare componenti standard quando possibile
6. Processo di fabbricazione dello stampo
| Fase del processo | Descrizione | Attrezzatura utilizzata |
|---|---|---|
| Progettazione e ingegneria | Modellazione 3D, simulazione, analisi DFM | Software CAD/CAM, Moldflow |
| Preparazione del materiale | Taglio, squadratura di blocchi di acciaio | Frese CNC, seghe |
| Lavorazione grezza | Rimozione di materiale sfuso | Grandi frese CNC |
| Trattamento termico | Indurimento dei componenti critici | Forni a vuoto |
| Lavorazione meccanica di precisione | Creazione di funzionalità dettagliate | CNC, macchine EDM |
| Finitura | Lucidatura, testurizzazione | Strumenti di lucidatura, testurizzazione EDM |
| Assemblea | Montaggio di tutti i componenti insieme | Banchi di montaggio |
| Test e campionamento | Verifica delle prestazioni dello stampo | Macchina per stampaggio a iniezione |
Conclusione
Lo stampo a iniezione è un capolavoro di ingegneria di precisione, che combina più sistemi che devono funzionare in perfetta armonia per produrre componenti in plastica di qualità in modo efficiente. Dalla cavità e dal nucleo di base ai sofisticati sistemi a canale caldo e al monitoraggio intelligente, ogni componente svolge un ruolo fondamentale nel processo di stampaggio.
Con l'avanzare dei materiali e la complessità della progettazione dei componenti, la tecnologia degli stampi continua a evolversi. Gli stampi a iniezione moderni rappresentano investimenti significativi, ma offrono una capacità produttiva senza pari se progettati e realizzati correttamente.
Pronto per il tuo prossimo progetto?
Stai pianificando un nuovo progetto di stampaggio a iniezione? Il nostro team di ingegneri e costruttori di stampi esperti è specializzato nella progettazione e costruzione di stampi di precisione che offrono prestazioni e durata eccezionali. Offriamo:
Consulenza di progettazione esperta: Analisi DFM per ottimizzare la progettazione delle parti per la producibilità
Produzione di stampi avanzati: Attrezzature all'avanguardia e processi collaudati
Supporto completo: Dalla prototipazione alla produzione su larga scala
Garanzia di qualità: Test e campionamenti rigorosi prima della consegna
Richiedi un preventivo oggi stesso! Contatta il nostro team con i disegni dei tuoi componenti, le specifiche e i requisiti di produzione. Ti forniremo una proposta dettagliata, inclusi consigli di progettazione, tempistiche e prezzi competitivi.
