Stampi a iniezione personalizzati per coperchi in plastica
1. 产品介绍——高品质塑料盖精密模具
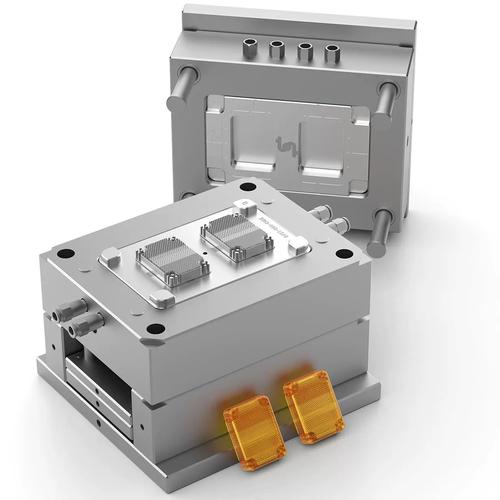
我们的 定制塑料盖注塑模具 是专为生产一致、尺寸精确的塑料盖而设计的专用工具系统,适用于从食品包装和消费品到电池外壳和工业容器等众多行业。
盖子的成型工艺面临着独特的挑战:它们需要严密的密封表面、一致的卡扣配合、最小的翘曲,并且通常还包括活动铰链、防篡改带或密封槽等功能。我们的模具采用精密钢材制造、先进的冷却技术和优化的浇口设计,旨在满足这些要求。
无论您需要 18650 电池外壳、食品桶、化妆品罐还是电子外壳的盖子,我们的定制模具都能提供平整、稳定且功能齐全的零件——一次又一次。

2. 主要优势——为什么选择我们的定制盖子模具?
| 益处 | 描述 |
|---|---|
| 精密配合 | ±0.02mm 的公差确保了密封性和卡扣配合性能的一致性。 |
| 设计灵活性 | 集成活动铰链、防篡改带、密封肋条和标签凹槽 |
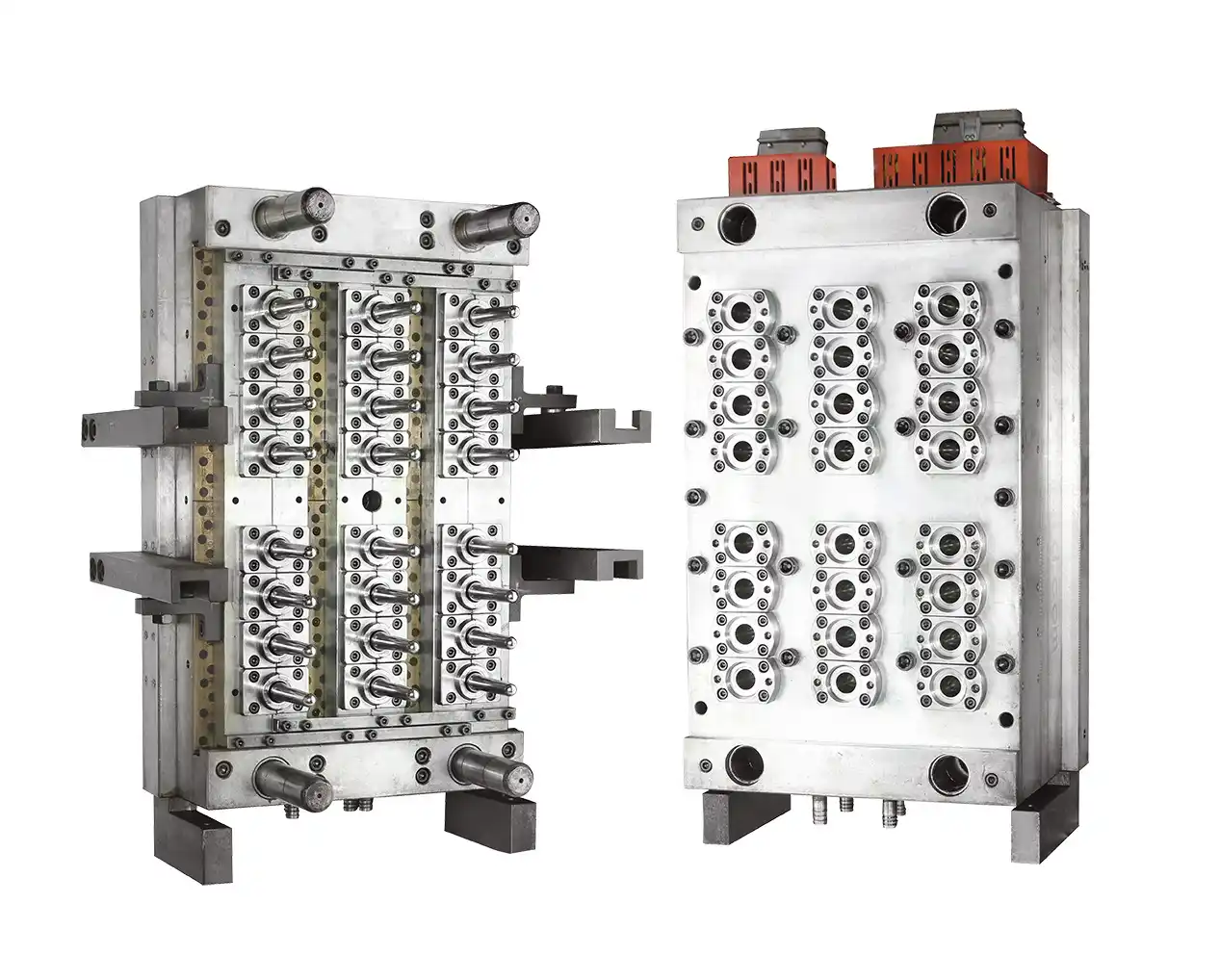
| 高空化 | 用于大批量生产盖子的 2、4、8、16 或 32+ 个腔体 |
| 快速循环 | 优化冷却方案可将循环时间缩短15-30%。 |
| 坚固耐用 | P20、H13 或不锈钢 – 500,000 至 1,000,000+ 次循环 |
| 成本效益 | 通过多腔模具降低单件成本并减少废料 |
从电池组盖到食品容器,我们的模具适用于各种盖子应用,在质量、耐用性和生产效率方面实现了完美的平衡。
3. 我们模制的各种盖子类型——在各行业的应用
| 行业 | 盖子类型 | 主要特点 |
|---|---|---|
| 电池及储能 | 电池盒盖,端子盖 | 卡扣式,带密封槽,符合 UL94 V-0 标准 |
| 食品和饮料 | 容器盖、杯盖、桶盖 | 防篡改封条、密封肋、铰链 |
| 化妆品及个人护理 | 罐盖、泵盖、粉盒盖 | 美观的表面,logo凹槽,薄壁 |
| 消费电子产品 | 外壳盖,电池仓门 | 活动铰链、锁扣功能、电磁干扰屏蔽选项 |
| 工业的 | 桶盖、工具箱盖、过滤器盖 | 耐化学腐蚀、重型卡扣、垫圈槽 |
| 医疗的 | 标本容器盖,药瓶盖 | 可清洁性、生物相容性材料支撑 |
4. 定制设计功能——我们可以将哪些功能集成到您的盖子模具中

我们的模具设计可适应各种不同的盖子特征:
4.1 封盖和密封功能
| 特征 | 描述 | 典型应用 |
|---|---|---|
| 卡扣式(悬臂式或环形) | 无需螺丝即可牢固闭合 | 电池盖,食品容器 |
| 线程(连续或中断) | 旋盖式 | 化妆品罐,药瓶 |
| 密封肋/过盈配合 | 形成压缩密封 | 液密容器 |
| 垫片槽 | 用于O型圈或硅胶垫片 | IP防护等级电池外壳 |
| 防篡改腕带 | 开门的视觉证据 | 食品桶、饮料杯 |
4.2 铰链功能
| 铰链类型 | 霉菌考量 | 最适合 |
|---|---|---|
| 活铰链(整体式) | 需要柔性材料(PP、PE) | 一体式盖子+容器 |
| 销式铰链(两件式) | 独立插销或卡扣式设计 | 重型工具箱、工具盒 |
4.3 外观及品牌特征
标志/文字凹槽 用于品牌标识或安全警告
纹理/颗粒 – SPI表面处理工艺从亮光到哑光不等
日期代码/腔体编号 质量控制的可追溯性
4.4 功能特性
排气/泄压 – 适用于电池盖或热灌装应用
勺子/配件收纳架 – 集成于盖子内部
叠排 – 用于存放可嵌套的盖子
5. 盖子的材料选择——根据应用选择合适的材料
| 材料 | 主要特性 | 最佳盖子应用 |
|---|---|---|
| PP(聚丙烯) | 优异的活动铰链性能,耐化学腐蚀 | 食品容器、电池盖(非阻燃) |
| PE(聚乙烯) | 灵活、低成本、食品安全 | Coperchi per tazze, coperchi per secchi |
| ABS | Rigido, con buona resistenza agli urti, verniciabile. | Contenitori per componenti elettronici, coperchi per batterie |
| PC (policarbonato) | Trasparente, elevata resistenza al calore, forte | Coperchi medicali, coperture trasparenti per batterie |
| Miscela di PC/ABS | Robustezza e resistenza al calore bilanciate. | Coperchi per attrezzature industriali |
| Nylon (PA6/PA66) | Elevata resistenza, resistente all'usura | Coperchi industriali per impieghi gravosi |
| Gradi UL94 V-0 | Ignifugo (PP, ABS, PC) | Alloggiamenti per batterie, accumulo di energia |
| Antistatico / Conduttivo | Previene l'accumulo di elettricità statica | Elettronica, applicazioni per camere bianche |
Il nostro consiglio per i coperchi delle batterie: Materiali compositi UL94 V-0 in PC/ABS o PP ignifugo per progetti con costi contenuti.
6. Costruzione degli stampi: progettati per la precisione e la lunga durata.
6.1 Sistema di raffreddamento – Fondamentale per i coperchi piatti
I coperchi tendono a deformarsi. Il nostro sistema di raffreddamento previene questo problema:
Raffreddamento conforme – I canali di raffreddamento seguono il contorno del coperchio
Deflettori e diffusori di bolle – Per cavità palpebrali profonde
Distribuzione uniforme della temperatura – Delta T < 5°C attraverso la cavità
Riduzione del tempo di ciclo – Dal 15% al 30% più veloce rispetto ai layout standard
6.2 Sistema di espulsione
| Metodo di espulsione | Ideale per |
|---|---|
| Perni di espulsione | Geometrie semplici del coperchio |
| Piastra di rimozione | Coperchi sottili, elementi fragili (fasce antimanomissione) |
| espulsione dell'aria | Palpebre profondamente tirate, superfici cosmetiche |
| Selezione robotizzata | Produzione completamente automatizzata |
7. Progettazione di cancelli e guide per coperchi
I coperchi richiedono un posizionamento accurato del meccanismo di chiusura per evitare difetti estetici e garantire la planarità.
Sistema di runner: Sistema a canale freddo (economico) o a canale caldo (che consente di risparmiare materiale, soprattutto per le costose materie plastiche ignifughe).
Opzioni di cavitazione:
| Cavità | Produzione oraria (ciclo di 30 secondi) | Ideale per |
|---|---|---|
| 1 cavità | 120 coperchi | Prototipi, coperchi grandi |
| 2 carie | 240 coperchi | Volume medio |
| 4 carie | 480 coperchi | Produzione |
| 8 cavità | 960 coperchi | Alto volume |
| 16 carie | 1.920 coperchi | Produzione di massa (tappi, coperchi piccoli) |
| 32+ carie | Oltre 3.840 coperchi | Volume elevatissimo (tappi delle bevande) |
8. Processo di produzione e controllo qualità
8.1 Fasi di fabbricazione dello stampo
| Fare un passo | Descrizione | Durata |
|---|---|---|
| 1. Progettazione e DFM | Modellazione 3D, analisi del flusso dello stampo, ottimizzazione della posizione del punto di iniezione | 3–5 giorni |
| 2. Preparazione dell'acciaio | Taglio, trattamento termico (se necessario) | 3–5 giorni |
| 3. Lavorazione CNC | Fresatura a 3/5 assi, elettroerosione per dettagli | 2-4 settimane |
| 4. Montaggio e installazione | Adattamento nucleo/cavità, sistema di espulsione, raffreddamento | 1 settimana |
| 5. Lucidatura e texturizzazione | Finitura SPI, incisione del logo, texture | 3–5 giorni |
| 6. Test | Ciclo di asciugatura, prova di pressione di raffreddamento, stampaggio del campione | 2-3 giorni |
8.2 Lista di controllo per l'ispezione della qualità
✅ Dimensioni della cavità/anima (CMM, ±0,01 mm)
✅ Verifica della finitura superficiale (metro di rugosità)
✅ Test di flusso e pressione del circuito di raffreddamento
✅ Funzione del sistema di espulsione (movimento fluido)
✅ Dimensioni del cancello e della guida
✅ Controllo della durezza (per acciai di produzione)
✅ Ispezione del campione (planarità, superficie di tenuta, forza di innesto)
9. Flusso di lavoro del progetto: dall'idea alla produzione
Diagramma di processo in 5 fasi: Progettazione → Realizzazione dello stampo → Campionamento → Approvazione → Produzione
Fase 1: Revisione del progetto (3-5 giorni)
Tu fornisci: Modello 3D del coperchio (STEP/IGES/STP), materiale, volume target, requisiti di tenuta
Noi forniamo: Rapporto DFM, proposta di ubicazione del cancello, raccomandazione sul numero di cavità, preventivo aziendale
Fase 2: Realizzazione dello stampo (4-7 settimane)
Taglio dell'acciaio, lavorazione CNC, trattamento termico, montaggio, lucidatura
Aggiornamenti settimanali sui progressi con foto.
Fase 3: Campionamento e convalida (2-3 giorni)
Campioni di coperchi stampati con le nostre macchine interne
Rapporto dimensionale, misurazione della planarità, ispezione della superficie di tenuta
20-50 tappi campione spediti a te
Fase 4: Approvazione del cliente (1 settimana)
Si verificano l'aderenza, la funzionalità, la tenuta e l'innesto a scatto.
Qualsiasi piccola modifica viene effettuata gratuitamente
Fase 5: Produzione o consegna
Lo stampo viene fornito con kit di ricambi e manuale di manutenzione.
Oppure possiamo realizzare per voi coperchi di produzione (servizio di stampaggio disponibile).
Tempo di consegna totale: 5-8 settimane in genere per uno stampo per coperchio di produzione
10. Specifiche tecniche – Riferimento completo
| Parametro | Gamma / Opzioni |
|---|---|
| Tipo di stampo | Due piastre o tre piastre |
| Conteggio delle carie | 1, 2, 4, 8, 16, 32 o personalizzato |
| acciaio per stampi | P20, H13, acciaio inossidabile 420 o alluminio (prototipo) |
| Gamma di diametri del coperchio | Da 10 mm a 500 mm+ |
| Spessore della parete del coperchio | 0,8 mm – 3,0 mm (tipico) |
| Tolleranza tipica | ±0,02 mm – ±0,05 mm |
| Finitura superficiale | Da SPI A1 (lucido) a SPI D3 (opaco/testurizzato) |
| Tipi di cancelli | Bordo, tunnel, punto, diaframma, ventaglio |
| Sistema di scorrimento | Canale freddo (standard) o canale caldo |
| Capacità cerniera | Cerniera flessibile (PP/PE) o cerniera a perno |
| Raffreddamento | Canali rettilinei, deflettori, conformali |
| Espulsione | Spilli, piastra di strippaggio o aria |
| Durata prevista dello stampo (P20) | Oltre 500.000 cicli |
| Durata prevista dello stampo (H13) | Oltre 1.000.000 di cicli |
| Tempi di consegna | 5-8 settimane |
| Garanzia | 12 mesi su manodopera e materiali |
11. Perché scegliere noi per i vostri stampi per coperchi personalizzati?
Con oltre 15 anni di esperienza nella produzione di stampi a iniezione, tra cui centinaia di stampi per coperchi spediti in tutto il mondo, offriamo:
Competenza specifica per i coperchi – Comprendiamo le cerniere flessibili, le fascette antimanomissione e le superfici di tenuta.
Progettazione e produzione di stampi interne – Nessuna esternalizzazione, controllo totale
Report DFM (Design for Manufacturing) gratuito – Ottimizziamo il design del coperchio prima di tagliare l'acciaio.
Prezzi competitivi – 20–30% in meno rispetto a molti concorrenti a parità di qualità
Tempi di consegna rapidi – 5-8 settimane per la maggior parte degli stampi per coperchi di produzione
Quantità minima d'ordine ridotta – Dal prototipo (100 coperchi) alla produzione di grandi volumi (oltre 1 milione di coperchi all'anno)
Kit di ricambi – Ogni stampo include perni di espulsione, molle e parti soggette ad usura
Spedizione globale – Via aerea, marittima o espressa con imballaggio sicuro
12. Richiedi un preventivo: inizia oggi stesso il tuo progetto di stampo per coperchi personalizzato
Pronti a produrre coperchi in plastica di alta qualità con uno stampo a iniezione personalizzato, realizzato appositamente per la vostra applicazione?
Ecco cosa ci serve per iniziare:
Modello 3D del coperchio (STEP, IGES, STP o schizzo a mano per una prima discussione)
Tipo e grado del materiale (ad es. PP, ABS, UL94 V-0 PC/ABS)
Volume annuo stimato (ad esempio, 200.000 coperchi/anno)
Requisiti speciali (cerniera flessibile? fascia antimanomissione? scanalatura per guarnizione? logo?)
Specifiche della macchina per stampaggio (se note: tonnellaggio, diametro del piano di lavoro)
Quali sono esattamente i vostri servizi OEM?
Il nostro servizio OEM (Original Equipment Manufacturing) ti permette di dare vita alle tue idee uniche per l'attrezzatura da esterno. Gestiamo l'intero processo di sviluppo e produzione del prodotto in base alle tue specifiche, ai tuoi progetti e ai requisiti del tuo marchio. Dall'ideazione iniziale e dall'approvvigionamento dei materiali alla prototipazione, alla produzione e al controllo qualità, diventiamo il tuo partner di produzione dedicato. Il logo e l'identità del tuo marchio saranno applicati ai prodotti finali.Qual è il tuo MOQ (quantità minima d'ordine)?
Sappiamo che i brand hanno bisogno di flessibilità, soprattutto quando lanciano nuovi prodotti. Per questo motivo, offriamo quantitativi minimi d'ordine flessibili, che variano a seconda della complessità del prodotto, dei materiali richiesti e del livello di personalizzazione. Vi invitiamo a discutere il vostro progetto con noi e faremo del nostro meglio per proporre un quantitativo minimo d'ordine fattibile.Puoi aiutarci a sviluppare un prodotto partendo da una semplice idea o da uno schizzo?
Assolutamente sì! Siamo specializzati nel trasformare idee in prodotti di alta qualità, pronti per il mercato. Il nostro team di sviluppo prodotto lavorerà a stretto contatto con voi per perfezionare la vostra idea, selezionare i materiali più adatti, creare disegni tecnici e sviluppare prototipi fino a realizzare alla perfezione la vostra visione.Quali sono le fasi tipiche del processo OEM nella vostra azienda?
1. Richiesta e consulenza iniziale: condividi il tuo concetto, il mercato di riferimento e le tue esigenze. 2. Preventivo e contratto: forniamo un preventivo dettagliato e, una volta approvato, firmiamo un contratto di servizio. 3. Ricerca e sviluppo (R&S): il nostro team lavora su progetti tecnici, selezione dei materiali e sviluppo dei campioni. 4. Prototipazione: creiamo un prototipo fisico per la tua valutazione e il tuo feedback. 5. Stampi: dopo la conferma del progetto, creeremo lo stampo prima della produzione. 5. Approvazione del campione: si approva il campione finale, confermandone la qualità, il design e la funzionalità. 6. Produzione di massa: una volta confermato l'ordine di produzione, iniziamo a realizzare i vostri prodotti. 7. Rigoroso controllo di qualità (QC): effettuiamo ispezioni durante tutta la produzione e un'ispezione casuale finale prima della spedizione. 8. Spedizione e consegna: imballiamo e organizziamo la spedizione in modo sicuro alla destinazione da te designata.Quanto tempo richiede l'intero processo, dall'ideazione alla consegna?
I tempi di consegna variano notevolmente in base alla complessità del prodotto e alla quantità ordinata. Una stima generale è: Sviluppo e campionamento: 4-8 settimane. Produzione di massa: 4-6 settimane dopo l'approvazione del campione. Si prega di notare che questa è una stima e che una tempistica precisa verrà fornita insieme al preventivo del progetto.Chi possiede la proprietà intellettuale (PI) e gli stampi/utensili per i prodotti personalizzati?
Mantieni il 100% della proprietà intellettuale del tuo marchio, dei tuoi design e dei tuoi prodotti. Per qualsiasi stampo o attrezzatura personalizzata creata appositamente per il tuo progetto, la proprietà può esserti trasferita previo accordo. Rispettiamo rigorosamente la riservatezza e non utilizzeremo mai i tuoi design per altri clienti.Come si determina il prezzo per un ordine OEM?
Il prezzo unitario è determinato da diversi fattori, tra cui: Complessità e progettazione del prodotto Costo delle materie prime Processi di lavoro e produzione coinvolti Quantità dell'ordine Requisiti di imballaggio Ci impegniamo a offrire prezzi competitivi senza compromettere la qualità.Qual è il vostro processo di controllo qualità?
La qualità è la nostra massima priorità. Il nostro processo di controllo qualità include: Controllo di qualità in entrata (IQC): ispezione di tutte le materie prime. Controllo di qualità in corso di lavorazione (IPQC): controlli effettuati durante le fasi chiave della produzione. Ispezione pre-spedizione (PSI): un'ispezione finale a campione dei prodotti finiti, effettuata in base al campione approvato e ai nostri standard qualitativi. Possiamo fornire report di controllo qualità dettagliati.Possiamo ispezionare i prodotti prima che vengano spediti?
Sì. Consigliamo vivamente un'ispezione pre-spedizione. Potete inviare un vostro ispettore QC oppure incaricare una società di ispezione terza di eseguire il controllo presso il nostro stabilimento. Possiamo anche fornirvi foto e video della produzione e dei prodotti finali.Come gestite le spedizioni?
Abbiamo una vasta esperienza nella spedizione di attrezzature per l'outdoor in tutto il mondo. Possiamo gestire la logistica per voi e organizzare spedizioni via mare (per grandi volumi) o via aerea (per ordini più piccoli e urgenti). Collaboriamo con spedizionieri affidabili per garantire un processo fluido. Le spese di spedizione saranno incluse nel preventivo finale.
Prodotti correlati