Stampi a iniezione a canale freddo personalizzati di alta qualità
Stampi a iniezione a canale freddo personalizzati – Pagina completa dei dettagli del prodotto
1. Presentazione del prodotto: stampaggio semplice, affidabile ed economico
Nostro Stampi a iniezione a canale freddo personalizzati Si tratta di sistemi di stampaggio convenzionali in cui la plastica fusa fluisce dall'ugello della macchina attraverso un sistema di canali (pipa, canali di alimentazione e punti di iniezione) che si raffredda e solidifica ad ogni ciclo. Il canale di alimentazione solidificato viene quindi espulso insieme al pezzo stampato e separato manualmente o automaticamente.
Sebbene i sistemi a canale caldo offrano un risparmio di materiale, gli stampi a canale freddo rimangono la scelta preferita per molte applicazioni grazie alle loro costi iniziali inferiori, funzionamento più semplice, E affidabilità eccezionaleSono ideali per lo sviluppo di prototipi, la produzione di volumi medio-bassi e per materiali sensibili all'esposizione prolungata al calore.
Per i produttori di involucri per batterie in plastica, componenti industriali e prodotti di consumo, i nostri stampi a canale freddo personalizzati garantiscono una qualità costante senza la complessità di collettori riscaldati e regolatori di temperatura.

2. Vantaggi principali: perché scegliere uno stampo a canale freddo?
| Beneficio | Descrizione |
|---|---|
| Investimento iniziale inferiore | I costi degli stampi sono inferiori del 30-50% rispetto a quelli degli stampi a canale caldo equivalenti. |
| Funzionamento semplice | Nessun regolatore di temperatura, nessun riscaldatore, nessuna sequenza di apertura/chiusura delle valvole. |
| Affidabilità comprovata | Meno componenti significano meno punti di guasto: funzionamento per milioni di cicli |
| Flessibilità dei materiali | Compatibile con plastiche termosensibili, rinforzate con fibra di vetro e ignifughe. |
| Tempi di consegna rapidi | 3-5 settimane per gli stampi tradizionali (contro 6-12 settimane per il sistema a canale caldo) |
| Manutenzione semplice | Qualsiasi officina meccanica locale è in grado di effettuare le riparazioni, senza bisogno di formazione specialistica. |
Per prototipi di alloggiamenti per batterie o per produzioni di medio volume (10.000-200.000 unità/anno), gli stampi a canale freddo spesso offrono la soluzione migliore ritorno sull'investimento.
3. Tipologie di stampi a canale freddo: a due piastre o a tre piastre.
Progettiamo due tipi di stampi a canale freddo a seconda della geometria del pezzo e della posizione del punto di iniezione.
3.1 Stampo a due piastre (standard)
| Caratteristica | Descrizione |
|---|---|
| Operazione | Lo stampo si apre lungo un'unica linea di separazione |
| Posizione del corridore | Il corridore si trova sullo stesso piano di separazione della parte |
| Tipi di cancelli | Punto di iniezione laterale, punto di iniezione a ventaglio, punto di iniezione a linguetta o punto di iniezione diretto |
| Rimozione del corridore | Manuale o automatico (tramite robot o nastro trasportatore) |
| Ideale per | Parti in cui il cancello può essere posizionato su un bordo o una superficie nascosta |
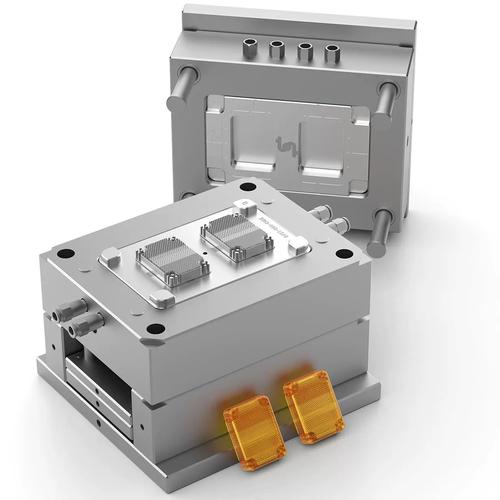
Applicazione tipica: Coperchi inferiori dell'alloggiamento della batteria, dove il cancello è posizionato su una superficie non visibile.
3.2 Stampo a tre piastre (punto di iniezione)
| Caratteristica | Descrizione |
|---|---|
| Operazione | Lo stampo si apre in corrispondenza di due linee di separazione. |
| Posizione del corridore | Il runner è in una piastra separata dalla parte |
| Tipi di cancelli | Cancello a punto fisso (disponibile anche per cancelli sottomarini o per tunnel) |
| Rimozione del corridore | Separazione automatica: il corridore si stacca dalla parte |
| Ideale per | Parti che richiedono un punto di iniezione sulla superficie superiore senza segni visibili |
Applicazione tipica: Coperchi superiori dell'alloggiamento della batteria o componenti estetici che richiedono un aspetto pulito.
4. Progettazione del sistema di trasporto: ottimizzazione dell'efficienza

Il sistema di canali di alimentazione è fondamentale per la qualità dei pezzi e l'efficienza dei materiali. I nostri ingegneri ottimizzano ogni aspetto.
4.1 Bilanciamento del corridore
Corridori equilibrati – Lunghezza del flusso e caduta di pressione uguali per tutte le cavità
Corridori sbilanciati – Solo per stampi della stessa famiglia con volumi dei pezzi differenti
Il software di simulazione garantisce che tutte le cavità si riempiano simultaneamente.
4.2 Linee guida per la scelta della taglia del corridore
| Peso parziale | Diametro del canale (rotondo) | Profondità del canale (trapezoidale) |
|---|---|---|
| <5g | 2–3 mm | 2,5–3,5 mm |
| 5–20 g | 3–5 mm | 3,5–5 mm |
| 20–100 g | 5–8 mm | 5–8 mm |
| >100g | 8–12 mm | 8–12 mm |
4.3 Tipologie di cancelli
| Tipo di cancello | Ideale per | Rimozione del cancello |
|---|---|---|
| Cancello di confine | Parti rettangolari, alloggiamenti per batterie | Taglio o rifilatura manuale |
| Fan gate | Parti sottili e larghe (impediscono il getto) | Rifinitura manuale |
| Porta del tunnel (sottomarino) | Rimozione automatica del sigillante – nessun segno visibile | Si stacca spontaneamente durante l'espulsione |
| Cancello preciso | Stampi a tre piastre, colata dall'alto | separazione automatica |
| Porta di iniezione diretta | Parti di grandi dimensioni, cavità singola | Segatura manuale |
Raccomandazioni per gli alloggiamenti delle batterie: Le porte a tunnel o le porte di bordo posizionate su superfici nascoste forniscono pezzi puliti senza necessità di rifilatura secondaria.
5. Compatibilità dei materiali – Ampia gamma di termoplastici

Gli stampi a canale freddo funzionano praticamente con tutti i materiali termoplastici, compresi quelli difficili da lavorare con i sistemi a canale caldo.
| Famiglia di materiali | Esempi | Idoneità per corridori freddi |
|---|---|---|
| Standard | ABS, PS, PP, PE, HIPS | Eccellente |
| Ingegneria | PC, PC/ABS, PA6, PA66, POM, PMMA (acrilico) | Eccellente |
| ignifugo | Gradi UL94 V-0, V-1, V-2 (ABS, PC, PP) | Eccellente – nessun rischio di degrado |
| Riempito di vetro | Nylon+GF, PC+GF, PBT+GF (10–50% fibra di vetro) | Bene: utilizzare acciaio resistente all'usura |
| Sensibile al calore | PVC, POM (acetale) | Eccellente: nessun collettore caldo che possa degradare il materiale. |
| Alta temperatura | PEEK, PPS, PEI (Ultem) | Sì, la lavorazione standard dell'acciaio per stampi |
| Bio-resine | PLA, PHA, a base di amido | Eccellente |
Vantaggio principale: I materiali termosensibili e ignifughi che potrebbero degradarsi in un collettore a canale caldo possono essere utilizzati in sicurezza in stampi a canale freddo con un adeguato controllo della temperatura e una corretta gestione del ciclo.
6. Costruzione dello stampo: progettato per durare nel tempo.

6.1 Componenti standard
Pilastri e boccole di guida – Rettifica di precisione per un funzionamento fluido
Sistema di espulsione – Perni, manicotti o piastra di rimozione a seconda delle necessità
Canali di raffreddamento – Disposizione ottimizzata per un raffreddamento uniforme
Boccola di sprue – Acciaio temprato con conicità precisa
Anello di localizzazione – Per centrare lo stampo sul piano della macchina
6.2 Progettazione del sistema di raffreddamento
Un raffreddamento adeguato riduce i tempi di ciclo e previene la deformazione. Noi progettiamo:
Raffreddamento conforme per geometrie complesse
Deflettori e diffusori per carotaggi profondi
Canali passanti per componenti semplici
Riduzione dei tempi di ciclo: 15-30% rispetto alle configurazioni standard
7. Processo di produzione e controllo qualità
7.1 Fasi di fabbricazione dello stampo
| Fare un passo | Descrizione |
|---|---|
| 1. Progettazione e DFM | Modellazione 3D, analisi del flusso di stampaggio, progettazione per la revisione della producibilità |
| 2. Selezione dei materiali | Acciaio o alluminio, a seconda del volume e del budget. |
| 3. Lavorazione CNC | Fresatura a 3 o 5 assi, elettroerosione per maggiori dettagli. |
| 4. Trattamento termico | Tempra e rinvenimento (per acciai di produzione) |
| 5. Levigatura e lucidatura | Finitura superficiale RA 0,4 μm o migliore |
| 6. Montaggio e installazione | Tutti i componenti assemblati e allineati |
| 7. Test | Test del ciclo a secco, test della pressione del circuito di raffreddamento |
7.2 Lista di controllo per l'ispezione della qualità
✅ Ispezione dimensionale della cavità/anima (CMM, ±0,01 mm)
✅ Verifica della finitura superficiale (metro di rugosità)
✅ Test di flusso del circuito di raffreddamento (nessuna perdita, portata corretta)
✅ Funzione del sistema di espulsione (scorrimento fluido, senza inceppamenti)
✅ Dimensioni del cancello e della guida
✅ Controllo della durezza (per acciai di produzione)
[IMMAGINE: Laboratorio di controllo qualità – Macchina di misura a coordinate (CMM), durometro, apparecchiatura per prove di pressione]
8. Applicazioni – Settori in cui operiamo
| Industria | Parti tipiche | Perché Cold Runner? |
|---|---|---|
| Batterie e sistemi di accumulo di energia | Alloggiamenti per batterie, portacelle, isolatori per terminali | Conveniente per volumi medi, compatibile con materiali UL94 V-0 |
| Medico | Componenti per siringhe, parti diagnostiche, involucri per dispositivi | Nessun rischio di degrado per i materiali sensibili |
| Automobilistico | Clip interne, coperture sotto il cofano, alloggiamenti delle luci | Affidabile per la produzione di grandi volumi |
| Elettronica di consumo | Telecomandi, adattatori, contenitori di piccole dimensioni | Tempi di consegna rapidi, bassi costi di attrezzaggio. |
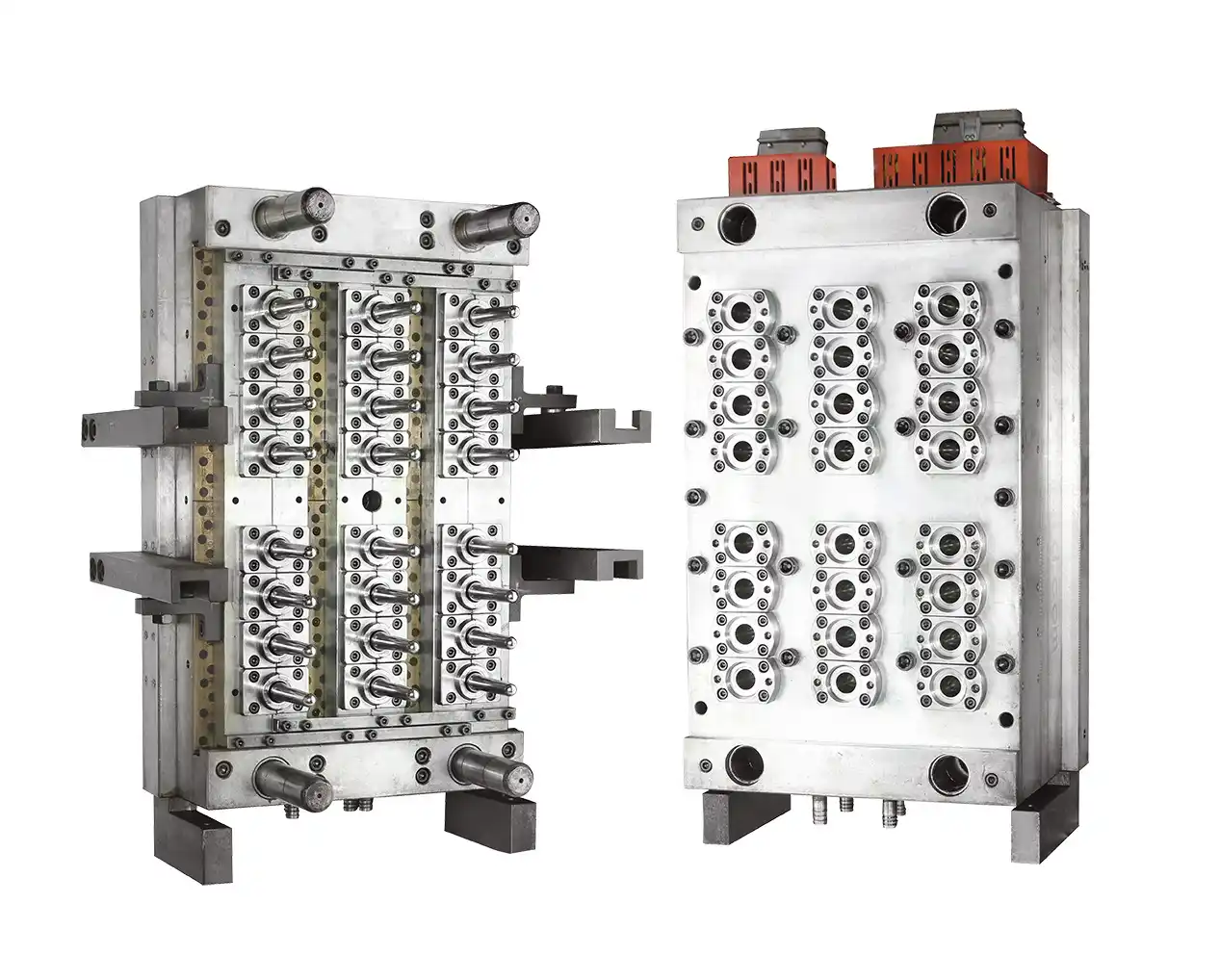
| Confezione | Tappi, chiusure, contenitori a parete sottile | Stampi multicavità per un'elevata produttività |
| Industriale | Ingranaggi, maniglie, alloggiamenti per utensili | Stampi resistenti per materiali abrasivi |
9. Flusso di lavoro del progetto: dall'idea alla produzione
Fase 1: Revisione del progetto (3-5 giorni)
Tu fornisci: Modello 3D della parte (STEP/IGES), materiale, volume target
Forniamo: report DFM, concetto di stampo, raccomandazione sul numero di cavità, preventivo
Fase 2: Realizzazione dello stampo (3-5 settimane)
Taglio dell'acciaio, lavorazione CNC, trattamento termico, montaggio
Aggiornamenti settimanali sui progressi con foto.
Fase 3: Prelievo dei campioni (2-3 giorni)
Eseguiamo la stampatura dei campioni sulle nostre macchine interne.
Fornire: 20-50 pezzi campione, parametri di processo, rapporto dimensionale
Fase 4: Approvazione del cliente (1 settimana)
Si testano i componenti per verificarne l'adattabilità, la funzionalità e l'aspetto.
Qualsiasi piccola modifica viene effettuata gratuitamente
Fase 5: Produzione o consegna
Lo stampo viene fornito con kit di ricambi e manuale di manutenzione.
Oppure possiamo occuparci noi della produzione (servizio di stampaggio disponibile).
Tempo di consegna totale: 4-6 settimane in genere
10. Specifiche tecniche – Riferimento completo
| Parametro | Gamma / Opzioni |
|---|---|
| Tipo di stampo | Due piastre o tre piastre |
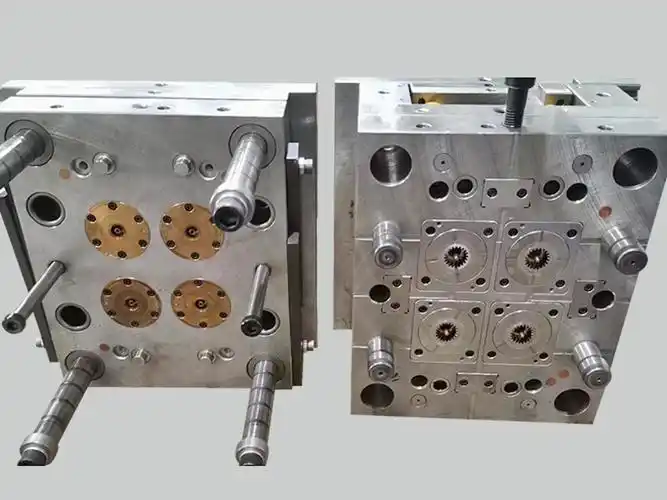
| Conteggio delle carie | 1, 2, 4, 8, 16, 32 o personalizzato |
| acciaio per basi di stampi | Carbonio 1050, P20, H13, acciaio inossidabile 420 o alluminio |
| Acciaio per cavità/nuclei | Come sopra o migliorato (ad esempio, H13 per elevata usura) |
| forma del corridore | Trapezoidale (standard), tondo completo o trapezoidale modificato |
| Tipi di cancelli | Bordo, ventaglio, tunnel (sottomarino), punto, canale di colata diretto |
| Raffreddamento | canali dritti, deflettori, gorgogliatori o conformali |
| Espulsione | Perni, manicotti o piastra di rimozione |
| Durata dello stampo (acciaio P20) | Oltre 500.000 cicli |
| Durata di conservazione della muffa (H13) | Oltre 1.000.000 di cicli |
| Tempi di consegna | Da 3 a 6 settimane (a seconda della complessità) |
| Garanzia | 12 mesi su manodopera e materiali |
11. Perché scegliere noi per i vostri stampi a canale freddo?
Con oltre 15 anni di esperienza nella produzione di stampi a iniezione, offriamo:
Progettazione e produzione di stampi interne – Nessuna esternalizzazione, controllo totale
Report DFM (Design for Manufacturing) gratuito – Ottimizziamo il tuo progetto prima di tagliare l'acciaio
Prezzi competitivi – 20–30% in meno rispetto a molti concorrenti a parità di qualità
Tempi di consegna rapidi – 3–5 settimane per la maggior parte degli stampi a canale freddo
Quantità minima d'ordine ridotta – Realizziamo stampi per prototipi (100 pezzi) fino a grandi volumi (oltre 1 milione di pezzi)
Kit di ricambi – Ogni stampo include un kit di pezzi di ricambio (perni di espulsione, molle, ecc.).
Spedizione globale – Via aerea, via mare o tramite corriere espresso con imballaggio sicuro.
Cosa dicono i nostri clienti:
*"Avevamo bisogno di uno stampo economicamente vantaggioso per il nostro nuovo alloggiamento per batterie. La loro soluzione a canale freddo ci ha permesso di ottenere pezzi perfetti a metà del costo dei preventivi per lo stampo a canale caldo. Lo stampo ha funzionato per 200.000 cicli senza alcun problema."* – Responsabile di prodotto, azienda di stoccaggio energetico
12. Richiedi un preventivo: inizia oggi stesso il tuo progetto di stampi a canale freddo
Pronti a realizzare uno stampo a canale freddo affidabile ed economico per i vostri componenti in plastica?
Ecco cosa ci serve per iniziare:
Modello 3D (STEP, IGES, STP o anche schizzo a mano per una discussione preliminare)
Tipo e grado del materiale (ad esempio, ABS, PC/ABS, PP UL94 V-0)
Volume annuo stimato (ad esempio, 50.000 unità/anno)
Specifiche della macchina per stampaggio (tonnellaggio, diametro del piano di lavoro – se noti)
Eventuali requisiti speciali (posizione del cancello, aspetto estetico della superficie, ecc.)
Quali sono esattamente i vostri servizi OEM?
Il nostro servizio OEM (Original Equipment Manufacturing) ti permette di dare vita alle tue idee uniche per l'attrezzatura da esterno. Gestiamo l'intero processo di sviluppo e produzione del prodotto in base alle tue specifiche, ai tuoi progetti e ai requisiti del tuo marchio. Dall'ideazione iniziale e dall'approvvigionamento dei materiali alla prototipazione, alla produzione e al controllo qualità, diventiamo il tuo partner di produzione dedicato. Il logo e l'identità del tuo marchio saranno applicati ai prodotti finali.Qual è il tuo MOQ (quantità minima d'ordine)?
Sappiamo che i brand hanno bisogno di flessibilità, soprattutto quando lanciano nuovi prodotti. Per questo motivo, offriamo quantitativi minimi d'ordine flessibili, che variano a seconda della complessità del prodotto, dei materiali richiesti e del livello di personalizzazione. Vi invitiamo a discutere il vostro progetto con noi e faremo del nostro meglio per proporre un quantitativo minimo d'ordine fattibile.Puoi aiutarci a sviluppare un prodotto partendo da una semplice idea o da uno schizzo?
Assolutamente sì! Siamo specializzati nel trasformare idee in prodotti di alta qualità, pronti per il mercato. Il nostro team di sviluppo prodotto lavorerà a stretto contatto con voi per perfezionare la vostra idea, selezionare i materiali più adatti, creare disegni tecnici e sviluppare prototipi fino a realizzare alla perfezione la vostra visione.Quali sono le fasi tipiche del processo OEM nella vostra azienda?
1. Richiesta e consulenza iniziale: condividi il tuo concetto, il mercato di riferimento e le tue esigenze. 2. Preventivo e contratto: forniamo un preventivo dettagliato e, una volta approvato, firmiamo un contratto di servizio. 3. Ricerca e sviluppo (R&S): il nostro team lavora su progetti tecnici, selezione dei materiali e sviluppo dei campioni. 4. Prototipazione: creiamo un prototipo fisico per la tua valutazione e il tuo feedback. 5. Stampi: dopo la conferma del progetto, creeremo lo stampo prima della produzione. 5. Approvazione del campione: si approva il campione finale, confermandone la qualità, il design e la funzionalità. 6. Produzione di massa: una volta confermato l'ordine di produzione, iniziamo a realizzare i vostri prodotti. 7. Rigoroso controllo di qualità (QC): effettuiamo ispezioni durante tutta la produzione e un'ispezione casuale finale prima della spedizione. 8. Spedizione e consegna: imballiamo e organizziamo la spedizione in modo sicuro alla destinazione da te designata.Quanto tempo richiede l'intero processo, dall'ideazione alla consegna?
I tempi di consegna variano notevolmente in base alla complessità del prodotto e alla quantità ordinata. Una stima generale è: Sviluppo e campionamento: 4-8 settimane. Produzione di massa: 4-6 settimane dopo l'approvazione del campione. Si prega di notare che questa è una stima e che una tempistica precisa verrà fornita insieme al preventivo del progetto.Chi possiede la proprietà intellettuale (PI) e gli stampi/utensili per i prodotti personalizzati?
Mantieni il 100% della proprietà intellettuale del tuo marchio, dei tuoi design e dei tuoi prodotti. Per qualsiasi stampo o attrezzatura personalizzata creata appositamente per il tuo progetto, la proprietà può esserti trasferita previo accordo. Rispettiamo rigorosamente la riservatezza e non utilizzeremo mai i tuoi design per altri clienti.Come si determina il prezzo per un ordine OEM?
Il prezzo unitario è determinato da diversi fattori, tra cui: Complessità e progettazione del prodotto Costo delle materie prime Processi di lavoro e produzione coinvolti Quantità dell'ordine Requisiti di imballaggio Ci impegniamo a offrire prezzi competitivi senza compromettere la qualità.Qual è il vostro processo di controllo qualità?
La qualità è la nostra massima priorità. Il nostro processo di controllo qualità include: Controllo di qualità in entrata (IQC): ispezione di tutte le materie prime. Controllo di qualità in corso di lavorazione (IPQC): controlli effettuati durante le fasi chiave della produzione. Ispezione pre-spedizione (PSI): un'ispezione finale a campione dei prodotti finiti, effettuata in base al campione approvato e ai nostri standard qualitativi. Possiamo fornire report di controllo qualità dettagliati.Possiamo ispezionare i prodotti prima che vengano spediti?
Sì. Consigliamo vivamente un'ispezione pre-spedizione. Potete inviare un vostro ispettore QC oppure incaricare una società di ispezione terza di eseguire il controllo presso il nostro stabilimento. Possiamo anche fornirvi foto e video della produzione e dei prodotti finali.Come gestite le spedizioni?
Abbiamo una vasta esperienza nella spedizione di attrezzature per l'outdoor in tutto il mondo. Possiamo gestire la logistica per voi e organizzare spedizioni via mare (per grandi volumi) o via aerea (per ordini più piccoli e urgenti). Collaboriamo con spedizionieri affidabili per garantire un processo fluido. Le spese di spedizione saranno incluse nel preventivo finale.
Prodotti correlati